关于TCG平台
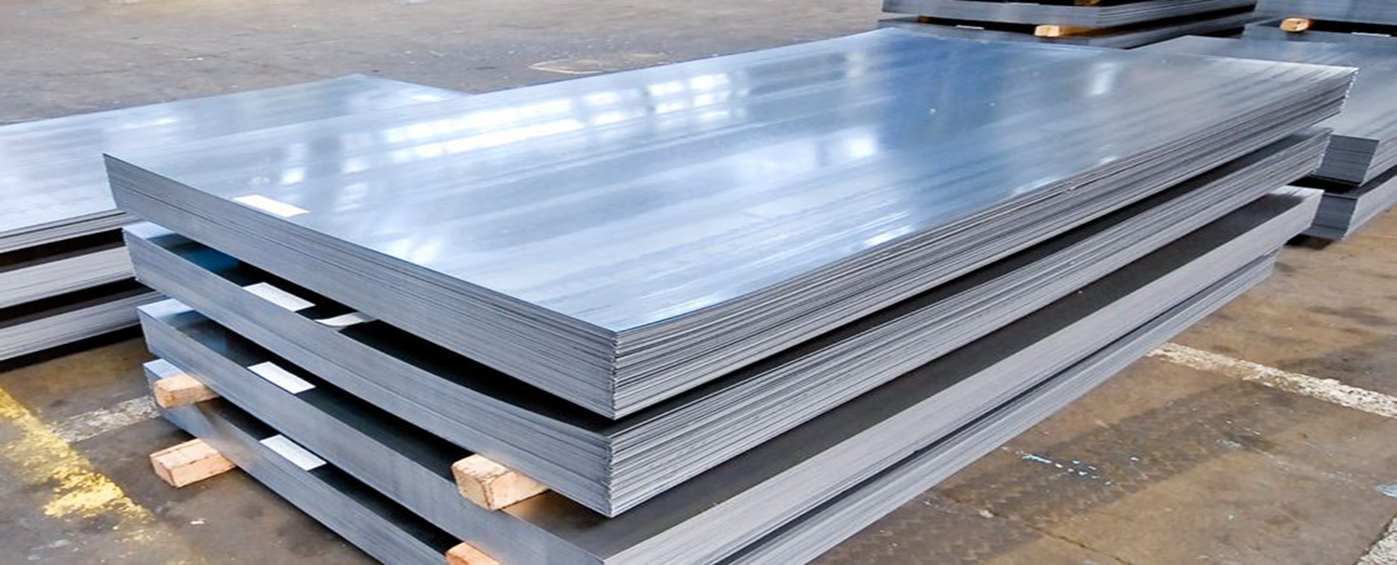
TCG平台是一家位于中国金属制品基地武汉市东西湖区的专业金属制品公司,致力于生产、销售和安装金属闭口楼承板、开口楼承板、桁架楼承板、彩钢压型板、C/Z型钢、钢结构等多种金属制品及配件。
TCG平台是一家位于中国金属制品基地武汉市东西湖区的专业金属制品公司,致力于生产、销售和安装金属闭口楼承板、开口楼承板、桁架楼承板、彩钢压型板、C/Z型钢、钢结构等多种金属制品及配件。我们的产品广泛应用于工业厂房、建材城、大型商超、市场、家具城、仓库、钢结构住宅、彩钢活动房屋、民用建筑、建筑围挡等领域。公司拥有先进的生产设备和雄厚的生产实力,配备了专业的工程师和各类技术人员,包括设计师等超过30人...

点击播放视频介绍
-
2013
公司始创于2013年
-
6000+
生产基地占地面积6000+㎡
-
10000+
年生产总量10000+
-
188+
畅销全球30多个国家和地区

 027-85510612
027-85510612